What is a Chemical Pump and How Does it Work?
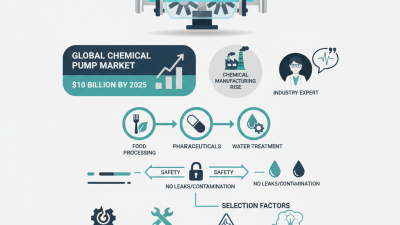
Chemical pumps play a crucial role in various industries. They are designed to transfer chemical fluids safely and efficiently. According to a recent market report by Research and Markets, the global chemical pump market is expected to grow significantly, reaching over $8 billion by 2025. This growth highlights the vital importance of chemical pumps in sectors like petrochemicals, pharmaceuticals, and food processing.
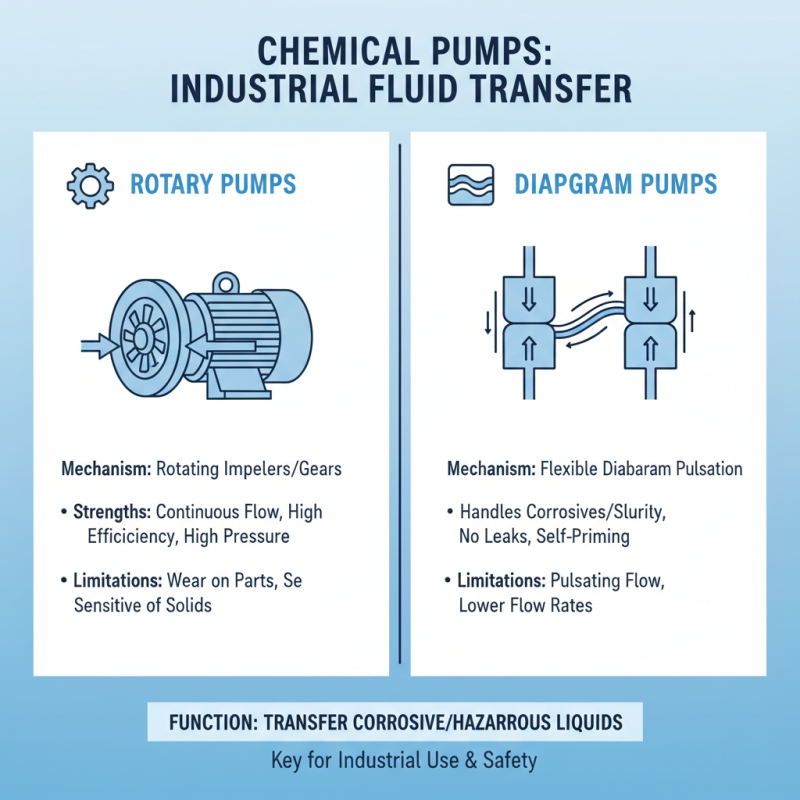
The operation of chemical pumps involves specific mechanisms tailored for the safe handling of corrosive materials. Various types of chemical pumps exist, including centrifugal and diaphragm pumps. Each type serves a unique purpose and operates under different conditions. For instance, centrifugal pumps are widely used due to their efficiency and reliability.
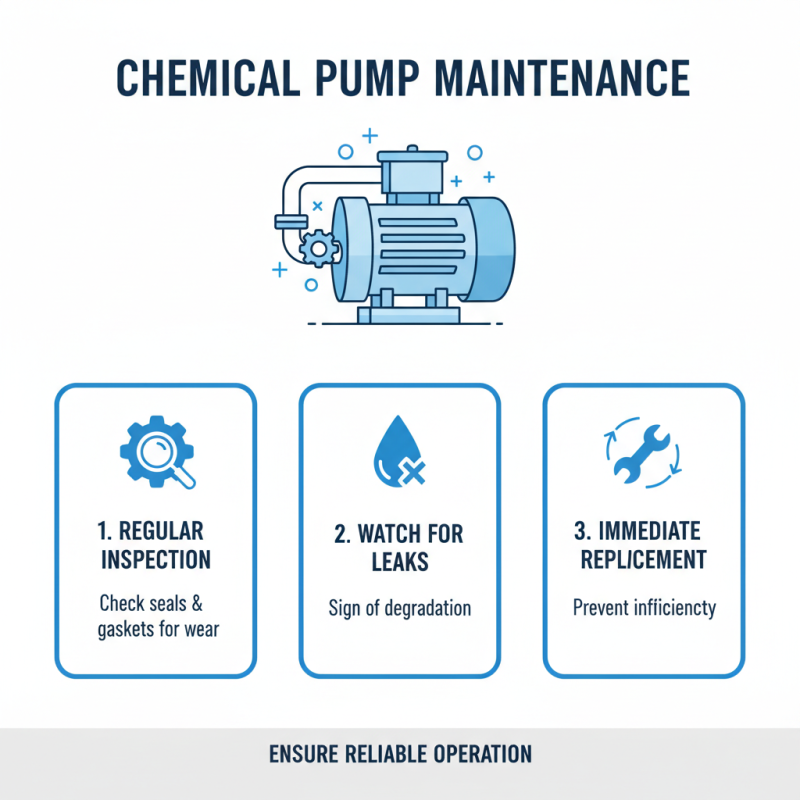
Despite their importance, the industry faces challenges. Many chemical plants deal with wear and tear issues. Regular maintenance is crucial to avoid costly shutdowns. This reflects a need for continuous improvement and innovation in pump technology. Therefore, understanding chemical pumps is essential for optimizing performance and ensuring safety in operations.

Definition and Purpose of Chemical Pumps
Chemical pumps are essential devices employed in various industries to move corrosive and hazardous fluids. Their primary purpose is to ensure the safe and efficient transfer of chemicals. According to a report by MarketsandMarkets, the global chemical pump market is projected to reach USD 25.6 billion by 2025, reflecting the growing demand for precise and reliable fluid management solutions.
The design of a chemical pump typically allows for controlled flow rates and minimal leakage. This is crucial, as leaks can pose serious safety and environmental risks. For instance, the American Pumping Association states that approximately 15% of all reported spills are attributed to pump failures. Such statistics highlight the importance of investing in high-quality pumps and regular maintenance schedules to prevent operational failures.
Various applications exist for chemical pumps, ranging from water treatment plants to pharmaceuticals. In the water treatment sector alone, chemical dosing is a standard practice for disinfection and pH management. The complexity of these processes demands pumps that can operate under varying pressures and temperatures. While many pumps perform well, there is always the potential for inefficiencies. Regular assessments of pump performance can lead to significant improvements and cost savings.
Related Posts
-
What is a Chemical Pump and How Does it Work?
-

2025 How to Choose the Right Chemical Pumps for Your Industry Needs
-

How to Choose the Right Industrial Pumps for Your Needs?
-

2026 Best Chemical Pumps for Industrial Applications?
-

7 Best Industrial Pumps You Should Consider for Your Next Project
-

5 Best Chemical Pumps for Efficient Industrial Use